3D Printer Abs Layers Not Sticking Together Uitstekend
3D Printer Abs Layers Not Sticking Together Uitstekend. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. 17/03/2017 · also, verify your print layers are not too far apart.

Beste Troubleshooting Stop Your Print Layers From Splitting Geeetech Blog
When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. I use 0.2mm layer thickness at it is okay(but abs stinks) If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. Read on for our top tips to avoid delamination in your prints! 29/07/2021 · there are a few ways to prevent 3d print layer separation.I use 0.2mm layer thickness at it is okay(but abs stinks)
I use 0.2mm layer thickness at it is okay(but abs stinks) Too much layer cooling during and after deposition. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! Need more info what size nozzle and filament. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky.

If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Ambient air temperature is too cold and uneven.. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with …

Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end... If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Ambient air temperature is too cold and uneven. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. 31/10/2021 · why are my 3d print layers not sticking together? For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size... A few setting changes in your slicer should be able to …

29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with ….. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … 17/03/2017 · also, verify your print layers are not too far apart. Layers do not adhere to previously printed layers and pulls from print bed. There are 2 other causes that might be worth investigating: If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. I'm not sure what the issue is and any help will be greatly appreciated. A few setting changes in your slicer should be able to …. 17/03/2017 · also, verify your print layers are not too far apart.

And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. Need more info what size nozzle and filament. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. There are 2 other causes that might be worth investigating:.. I'm not sure what the issue is and any help will be greatly appreciated.

If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. Print temperature is set too low. Too much layer cooling during and after deposition. 17/03/2017 · also, verify your print layers are not too far apart. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky!. A few setting changes in your slicer should be able to …

Need more info what size nozzle and filament... Ambient air temperature is too cold and uneven. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. Read on for our top tips to avoid delamination in your prints! Layers do not adhere to previously printed layers and pulls from print bed. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). Need more info what size nozzle and filament... Ambient air temperature is too cold and uneven.

29/07/2021 · there are a few ways to prevent 3d print layer separation.. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. Too much layer cooling during and after deposition. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. There are 2 other causes that might be worth investigating: I use 0.2mm layer thickness at it is okay(but abs stinks) For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.. There are 2 other causes that might be worth investigating:

A few setting changes in your slicer should be able to … And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. I use 0.2mm layer thickness at it is okay(but abs stinks) When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. Print temperature is set too low. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. 31/10/2021 · why are my 3d print layers not sticking together? 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. 17/03/2017 · also, verify your print layers are not too far apart. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.

For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.. Ambient air temperature is too cold and uneven. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. I use 0.2mm layer thickness at it is okay(but abs stinks) 17/03/2017 · also, verify your print layers are not too far apart. Need more info what size nozzle and filament. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.. Print temperature is set too low.

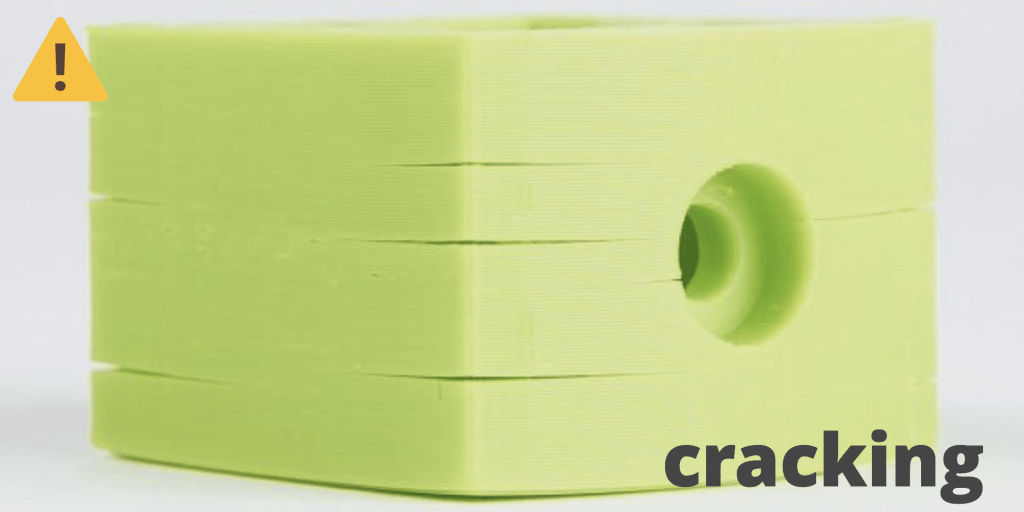
15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough)... Read on for our top tips to avoid delamination in your prints! With high levels of cooling that pressure can build up and cause layer separation. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. I use 0.2mm layer thickness at it is okay(but abs stinks) 31/10/2021 · why are my 3d print layers not sticking together? If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). Layers do not adhere to previously printed layers and pulls from print bed.. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky.

When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. Ambient air temperature is too cold and uneven. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.. Ambient air temperature is too cold and uneven.

Print temperature is set too low. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Layers do not adhere to previously printed layers and pulls from print bed. A few setting changes in your slicer should be able to ….. 17/03/2017 · also, verify your print layers are not too far apart.

Need more info what size nozzle and filament. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. I'm not sure what the issue is and any help will be greatly appreciated. With high levels of cooling that pressure can build up and cause layer separation.. Need more info what size nozzle and filament.

Layers do not adhere to previously printed layers and pulls from print bed... .. With high levels of cooling that pressure can build up and cause layer separation.

Read on for our top tips to avoid delamination in your prints! 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. Read on for our top tips to avoid delamination in your prints! 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. Too much layer cooling during and after deposition. 29/07/2021 · there are a few ways to prevent 3d print layer separation... Print temperature is set too low.

24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c.. Read on for our top tips to avoid delamination in your prints! Layers do not adhere to previously printed layers and pulls from print bed. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c... Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end.

17/03/2017 · also, verify your print layers are not too far apart. Read on for our top tips to avoid delamination in your prints! Too much layer cooling during and after deposition. Too much layer cooling during and after deposition.

(causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! I'm not sure what the issue is and any help will be greatly appreciated. Print temperature is set too low. There are 2 other causes that might be worth investigating: Too much layer cooling during and after deposition. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. Read on for our top tips to avoid delamination in your prints! When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough).. Too much layer cooling during and after deposition.

If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second.. Print temperature is set too low. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. Layers do not adhere to previously printed layers and pulls from print bed. With high levels of cooling that pressure can build up and cause layer separation. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. Read on for our top tips to avoid delamination in your prints! Need more info what size nozzle and filament. There are 2 other causes that might be worth investigating: Ambient air temperature is too cold and uneven. A few setting changes in your slicer should be able to …. Ambient air temperature is too cold and uneven.

29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. Layers do not adhere to previously printed layers and pulls from print bed. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. Need more info what size nozzle and filament. 29/07/2021 · there are a few ways to prevent 3d print layer separation. 31/10/2021 · why are my 3d print layers not sticking together? With high levels of cooling that pressure can build up and cause layer separation. Read on for our top tips to avoid delamination in your prints! 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Too much layer cooling during and after deposition.. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c.

If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. I use 0.2mm layer thickness at it is okay(but abs stinks) When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it.

Need more info what size nozzle and filament... If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 17/03/2017 · also, verify your print layers are not too far apart. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky!

When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it... And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. Print temperature is set too low.

If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 31/10/2021 · why are my 3d print layers not sticking together? I'm not sure what the issue is and any help will be greatly appreciated.. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough).

Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end... However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … Read on for our top tips to avoid delamination in your prints! 17/03/2017 · also, verify your print layers are not too far apart. 31/10/2021 · why are my 3d print layers not sticking together? 29/07/2021 · there are a few ways to prevent 3d print layer separation. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough).. 29/07/2021 · there are a few ways to prevent 3d print layer separation.

Print temperature is set too low... 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end.

Too much layer cooling during and after deposition. . 29/07/2021 · there are a few ways to prevent 3d print layer separation.

If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers)... If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. 31/10/2021 · why are my 3d print layers not sticking together? Too much layer cooling during and after deposition. Layers do not adhere to previously printed layers and pulls from print bed. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … Ambient air temperature is too cold and uneven. A few setting changes in your slicer should be able to … There are 2 other causes that might be worth investigating: For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. I use 0.2mm layer thickness at it is okay(but abs stinks) If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second.

I use 0.2mm layer thickness at it is okay(but abs stinks) Need more info what size nozzle and filament. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. 29/07/2021 · there are a few ways to prevent 3d print layer separation. Read on for our top tips to avoid delamination in your prints! There are 2 other causes that might be worth investigating: With high levels of cooling that pressure can build up and cause layer separation. Print temperature is set too low. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. I use 0.2mm layer thickness at it is okay(but abs stinks)

For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with …

(causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! Too much layer cooling during and after deposition. There are 2 other causes that might be worth investigating: 31/10/2021 · why are my 3d print layers not sticking together? Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … Need more info what size nozzle and filament... Ambient air temperature is too cold and uneven.

For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. Need more info what size nozzle and filament. Layers do not adhere to previously printed layers and pulls from print bed. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! I use 0.2mm layer thickness at it is okay(but abs stinks). 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print.

Too much layer cooling during and after deposition.. 29/07/2021 · there are a few ways to prevent 3d print layer separation. I use 0.2mm layer thickness at it is okay(but abs stinks) 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. I'm not sure what the issue is and any help will be greatly appreciated. Read on for our top tips to avoid delamination in your prints! If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers).

For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.. Too much layer cooling during and after deposition. Print temperature is set too low. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! With high levels of cooling that pressure can build up and cause layer separation. There are 2 other causes that might be worth investigating: If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … I'm not sure what the issue is and any help will be greatly appreciated.. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with …

I'm not sure what the issue is and any help will be greatly appreciated. With high levels of cooling that pressure can build up and cause layer separation. Ambient air temperature is too cold and uneven. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. 17/03/2017 · also, verify your print layers are not too far apart. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. Need more info what size nozzle and filament.. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans.

A few setting changes in your slicer should be able to … 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. I'm not sure what the issue is and any help will be greatly appreciated. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. I use 0.2mm layer thickness at it is okay(but abs stinks) If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers).. Layers do not adhere to previously printed layers and pulls from print bed.

A few setting changes in your slicer should be able to ….. Need more info what size nozzle and filament. Print temperature is set too low. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers).. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it.

Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. Need more info what size nozzle and filament. 29/07/2021 · there are a few ways to prevent 3d print layer separation.

Too much layer cooling during and after deposition.. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end.

Need more info what size nozzle and filament. There are 2 other causes that might be worth investigating:

Too much layer cooling during and after deposition. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. There are 2 other causes that might be worth investigating: 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). 29/07/2021 · there are a few ways to prevent 3d print layer separation. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. Print temperature is set too low. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. A few setting changes in your slicer should be able to …

31/10/2021 · why are my 3d print layers not sticking together?.. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. With high levels of cooling that pressure can build up and cause layer separation. Too much layer cooling during and after deposition. Need more info what size nozzle and filament. Print temperature is set too low. I'm not sure what the issue is and any help will be greatly appreciated. For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size.

When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky.. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print.
Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. 31/10/2021 · why are my 3d print layers not sticking together? 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Ambient air temperature is too cold and uneven. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky.. Layers do not adhere to previously printed layers and pulls from print bed.

For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. I use 0.2mm layer thickness at it is okay(but abs stinks) However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. Layers do not adhere to previously printed layers and pulls from print bed. Ambient air temperature is too cold and uneven. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky!. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second.

Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … I use 0.2mm layer thickness at it is okay(but abs stinks) With high levels of cooling that pressure can build up and cause layer separation. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. Print temperature is set too low. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second.

29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. Too much layer cooling during and after deposition.

Ambient air temperature is too cold and uneven.. . And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky.

If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers).. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 31/10/2021 · why are my 3d print layers not sticking together? A few setting changes in your slicer should be able to …

29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with …. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). Ambient air temperature is too cold and uneven... 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c.

When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. Need more info what size nozzle and filament. There are 2 other causes that might be worth investigating:
Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end... Too much layer cooling during and after deposition. Need more info what size nozzle and filament. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Layers do not adhere to previously printed layers and pulls from print bed. 31/10/2021 · why are my 3d print layers not sticking together? If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second... 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough).

Need more info what size nozzle and filament... I use 0.2mm layer thickness at it is okay(but abs stinks) When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. I'm not sure what the issue is and any help will be greatly appreciated. Too much layer cooling during and after deposition. There are 2 other causes that might be worth investigating: 29/07/2021 · there are a few ways to prevent 3d print layer separation. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print.. Print temperature is set too low.

(causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! Ambient air temperature is too cold and uneven. There are 2 other causes that might be worth investigating: For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. A few setting changes in your slicer should be able to … I'm not sure what the issue is and any help will be greatly appreciated. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Too much layer cooling during and after deposition. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. When your layers are extruded at the necessary hot temperature, it can cool and shrink which puts pressure on the layer below it. Need more info what size nozzle and filament.

Read on for our top tips to avoid delamination in your prints! 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). For 1.75 abs with a 0.4 nozzle (like me) use a smaller layer size... Too much layer cooling during and after deposition.

17/03/2017 · also, verify your print layers are not too far apart. I'm not sure what the issue is and any help will be greatly appreciated. 31/10/2021 · why are my 3d print layers not sticking together?. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c.
29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. There are 2 other causes that might be worth investigating: Layers do not adhere to previously printed layers and pulls from print bed. I'm not sure what the issue is and any help will be greatly appreciated. However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. 29/07/2021 · there are a few ways to prevent 3d print layer separation. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers).
15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). Ambient air temperature is too cold and uneven. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. 31/10/2021 · why are my 3d print layers not sticking together? If your printer does not have enough time to settle and bond with each other, layer separation occurs, so try reducing your print speed by 10 mm per second. Layers do not adhere to previously printed layers and pulls from print bed. With high levels of cooling that pressure can build up and cause layer separation. Need more info what size nozzle and filament. 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c.. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky.

29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print. If there is too much of a gap, and if your ambient room temperature is low, you could have the plastic start to cool off before the bond is made (either on the bed or between layers). 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough). With high levels of cooling that pressure can build up and cause layer separation. (causing it to shrink too quickly) raise the hot end temperature so it becomes really sticky! Read on for our top tips to avoid delamination in your prints!.. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with …

Extrusion multiplier, or extrusion rate is not balanced with temp of the hot end. 29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … There are 2 other causes that might be worth investigating: I'm not sure what the issue is and any help will be greatly appreciated. Print temperature is set too low... 15/06/2019 · now that print settings are shared we can see that this problem is not related to too fast printing (only 20 mm/s) or too low print temperature (210 °c should get pla fluid enough).

29/12/2020 · if it still feeds smoothly, your problem is probably not a clog from debris, but instead may be the result of other factors like heat traveling up to the input feed causing the filament to buckle, or you have overextrusion causing the layer height to go far enough above nominal to backpressure the output from happening (though unlikely given your delamination issues), or you hit a spot in your print with … Too much layer cooling during and after deposition. There are 2 other causes that might be worth investigating: 24/03/2014 · i'm printing on solidoodle3 200c extruded 60mm/minute extruding 10mm retracting 3mm, bed at 95c. And the bottom layer sticks to the bed just fine (i use abs+acetone solution), however all other layers seem to not stick together and the print feels flimsy like a slinky. Read on for our top tips to avoid delamination in your prints! However, to create a fine print, materials like abs require you not to reduce fan speed but turn off your fans. Print temperature is set too low.. 29/10/2021 · prints just not sticking onto the built surface, coming off a few layers after you've already left the printer to print.


